
结构件作为架桥机承载荷载的核心骨架,其焊接质量直接决定设备的结构安全性和作业可靠性。这一关键制造环节需通过科学的工艺控制实现高强度钢的可靠连接,借助精准的无损探伤技术排查潜在缺陷,形成 “材料适配 - 工艺可控 - 质量可溯” 的完整保障体系。

焊接工艺设计需根据结构件材料特性差异化实施。针对 Q355B 低合金高强度钢构件,焊接前需对坡口及周边 50mm 范围进行除锈、除油处理,采用二氧化碳气体保护焊时,将预热温度控制在 80-120℃,层间温度不低于 150℃,避免因冷速过快产生焊接裂纹。对于 Q690 超高强度钢制作的关键受力部件,如主梁下翼缘,需采用 “梯度预热” 工艺,通过远红外加热装置将焊接区域均匀升温至 200-250℃,焊接过程中保持层间温度稳定,焊后立即用石棉布覆盖保温,自然冷却 48 小时后再进行后续处理。而 GT785 等特高强度钢板的焊接,则需严格执行 “焊前升温、焊中控温、焊后保温” 的专利工艺,通过精准控制热输入量(800-3000℃冷却温度区间),解决冷裂纹问题,仅汉江重工在高铁架桥机制造中就通过该工艺消耗近 6 吨钢材完成工艺验证。
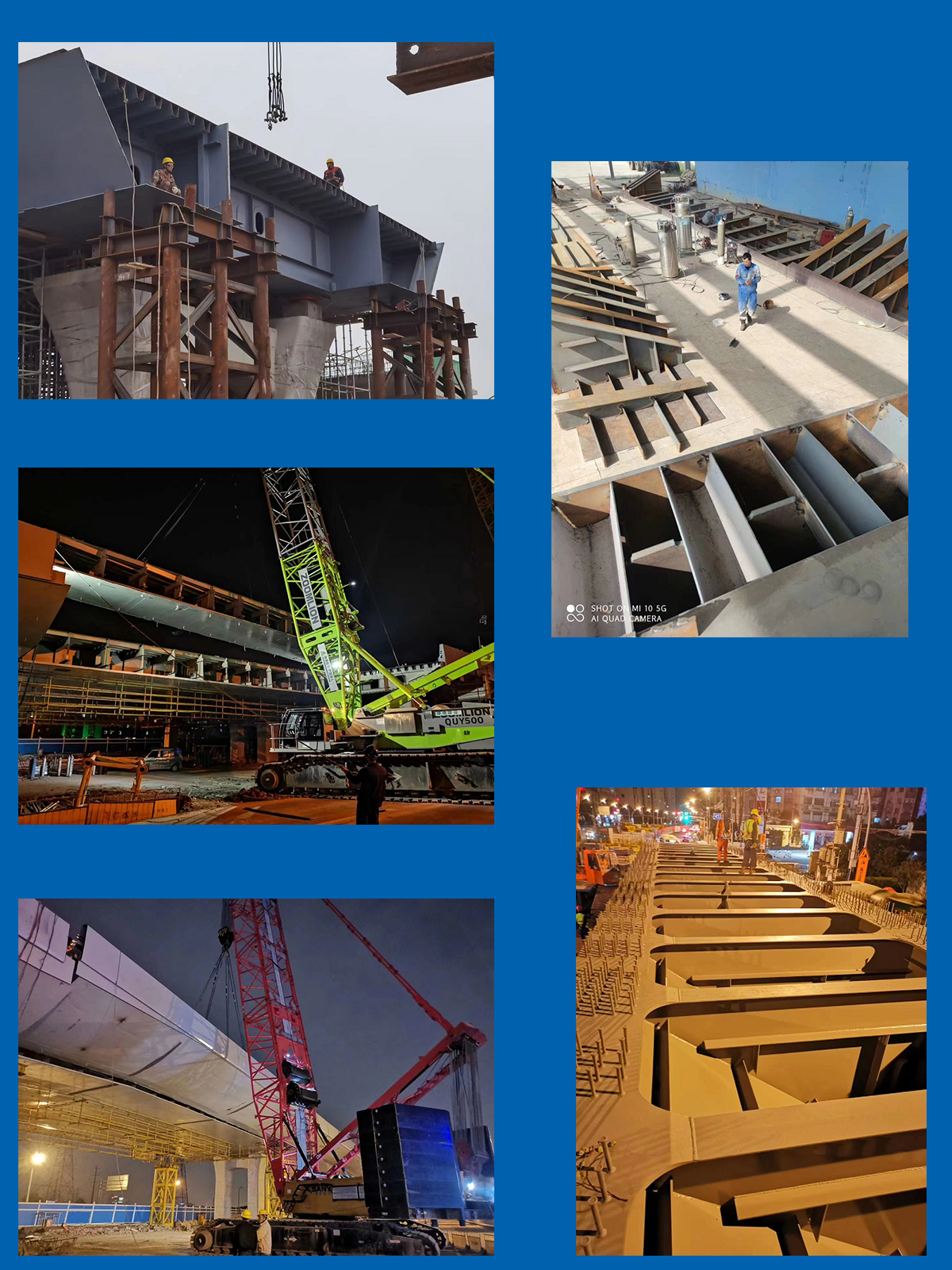
不同结构部位的焊接方法选择体现工程适配性。主梁等长直焊缝优先采用埋弧焊,通过机械化送丝和电弧稳定燃烧实现高效焊接,焊道余高控制在 2-4mm 之间;支腿与横梁的连接节点等复杂部位则采用手工电弧焊补焊,选用低氢型焊条并经 350℃×1 小时烘干后存入保温筒,确保焊缝金属扩散氢含量≤5mL/100g。焊接顺序遵循 “对称分散、分层退焊” 原则,对于箱型截面结构,先焊纵向主焊缝,再焊横向连接焊缝,每层焊道完成后立即用风动工具锤击消除应力,减少焊接变形。
无损探伤作为质量验证的核心手段,需按缺陷类型精准选用检测方法。内部缺陷检测以超声波探伤为主,采用数字式探伤仪对主梁对接焊缝实施 100% 检测,重点识别未焊透、内部气孔和夹渣等缺陷,根据 GB/T 11345 标准要求,Ⅰ 级焊缝不允许存在任何线性缺陷。表面及近表面缺陷检测则采用磁粉探伤技术,在支腿耳板、销轴孔等应力集中部位,通过磁粉聚集形态判断细微裂纹,对于发现的线性缺陷,需打磨清除后重新补焊,并扩大检测范围 200mm 进行复核。
探伤实施流程需严格遵循时间窗口与验收标准。对于有延迟裂纹倾向的高强度钢焊缝,需在焊后 24 小时(普通钢)或 48 小时(超高强度钢)后进行探伤,确保裂纹有足够时间显现。关键受力焊缝的探伤比例不低于 20%,其中主梁与支腿连接等一级焊缝需 100% 探伤,二级焊缝探伤比例不低于 50%。检测发现的超标缺陷需按 “打磨 - 补焊 - 复探” 流程处理,补焊长度不小于 50mm,且同一部位补焊次数不超过 2 次。日常质量追溯中,需保存完整的焊接工艺参数记录和探伤报告,焊缝标识需包含焊工代号、焊接日期和探伤结果,实现全生命周期质量追踪。
焊接工艺与无损探伤的协同控制,需结合结构件受力特点动态调整:受拉区域强化预热和后热措施,受剪部位增加探伤比例,通过材料特性、工艺参数与检测手段的精准匹配,使架桥机结构件既满足 GB/T 26470-2011 标准的安全要求,又能适应长期重载作业的工况需求,成为设备安全运行的核心保障。


